



Additional information
| Weight | N/A |
|---|---|
| Dimensions | N/A |
| Product Type | Die-Set |
| Max. Pipe Capacity | 2.5", 2", 2" X 4" Rectangular, N/A |
| Max. Tube Capacity | 2-3/8", 2" X 4" Rectangular, 3", N/A |
| Max. Wall Capacity | .154", .203", 2" X 4" Rectangular, N/A |
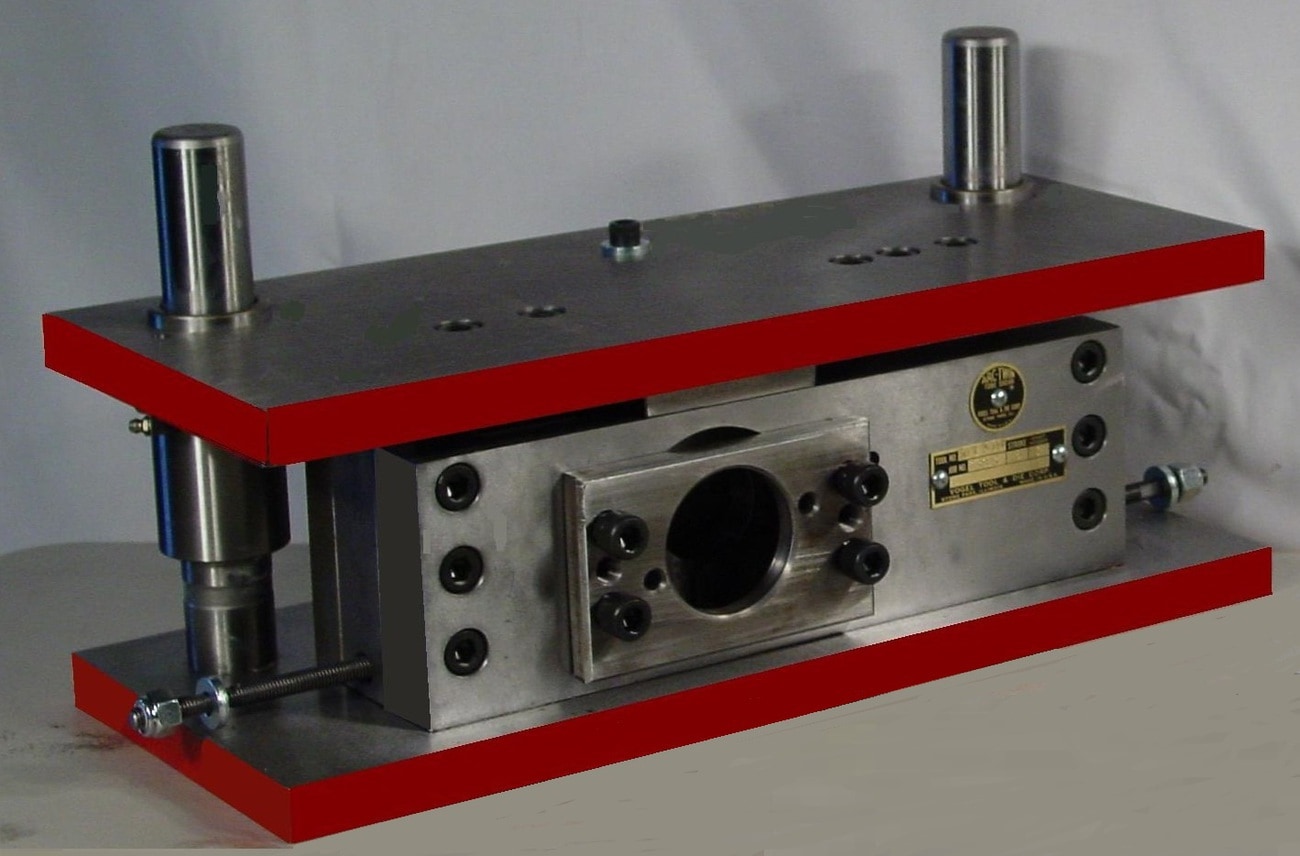






The Vogel Arc-Twin notches in one stroke. Both walls of one end of a pipe or tube in the same stroke of your press, so notch alignment is guaranteed. With Vogel’s Arc-Twin notching method, there is no deformation and minimal burr, so in seconds, your pipe or tube is notched and ready for welding.
How it works: The tube is inserted into the opening in the front of the unit this will side it over the cutting punch and inside an exterior cutting die. An end-stop ensures that every notch will be the same depth. When you cycle your press, the cams within the unit cycle the punch left, right, then back to center. Because the OD of the tube is inside the outer die, the notch is performed with no deformation to the tube. Unlike grinding which leaves debris inside the tube, the notched slugs will eject out the bottom of the tool.
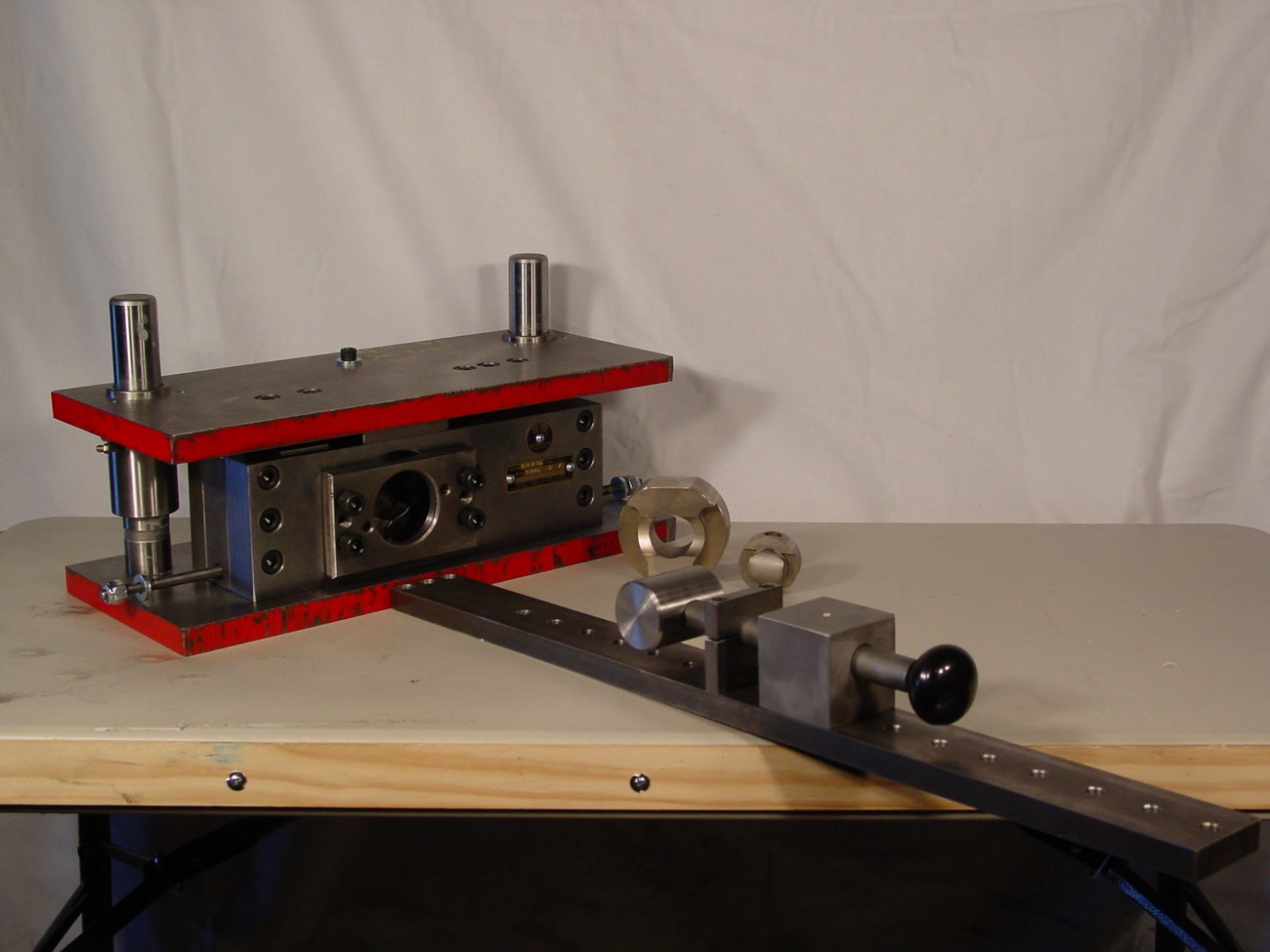
The Arc-Twin Tandem operates exactly like the Arc-Twin but uses an extra set of die inserts. This cuts notching time in half and double the output! In other words, you can notch one end of two pipes or tubes in one stroke. In addition to selecting the Arc-Twin die set suitable for your need, you will need Arc-Twin inserts for each tube or pipe notching application.
Because the Arc-Twin punch has two cutting edges, it will last twice as long between maintenance intervals as our Arc-Fit tooling.
With our optional locator, you can guarantee orientation when both ends of a part require notching.
The most common Arc-Twin application is notching a tube or pipe to fit another tube or pipe of the same size for a 90 degree joint. However we can also custom make tools for special applications.
Examples of custom notches include:
The Vogel Arc-Twin notches in one stroke, choose your Arc-Twin die set below. In addition to the Arc-Twin, you will need one set of Arc-Twin inserts for each tube or pipe notching application.
101DS & 103DS Specs
27″ left to right x 8-1/2″ front to back. 7″ shut height, 3″ stroke. Min. 30 ~ 45 tons
300DS & 324DS Specs
30″ left to right x 11-1/2″ front to back. 9-1/2″ shut height, 6″ stroke. Min 45 ~ 60 tons
500DS Specs – TBD based on application.
The Vogel Arc-Twin notches in one stroke. Both walls of one end of a pipe or tube in the same stroke of your press, so notch alignment is guaranteed. With Vogel’s Arc-Twin notching method, there is no deformation and minimal burr, so in seconds, your pipe or tube is notched and ready for welding.
How it works: The tube is inserted into the opening in the front of the unit this will side it over the cutting punch and inside an exterior cutting die. An end-stop ensures that every notch will be the same depth. When you cycle your press, the cams within the unit cycle the punch left, right, then back to center. Because the OD of the tube is inside the outer die, the notch is performed with no deformation to the tube. Unlike grinding which leaves debris inside the tube, the notched slugs will eject out the bottom of the tool.
The Arc-Twin Tandem operates exactly like the Arc-Twin but uses an extra set of die inserts. This cuts notching time in half and double the output! In other words, you can notch one end of two pipes or tubes in one stroke. In addition to selecting the Arc-Twin die set suitable for your need, you will need Arc-Twin inserts for each tube or pipe notching application.
Because the Arc-Twin punch has two cutting edges, it will last twice as long between maintenance intervals as our Arc-Fit tooling.
With our optional locator, you can guarantee orientation when both ends of a part require notching.
The most common Arc-Twin application is notching a tube or pipe to fit another tube or pipe of the same size for a 90 degree joint. However we can also custom make tools for special applications.
Examples of custom notches include:
The Vogel Arc-Twin notches in one stroke, choose your Arc-Twin die set below. In addition to the Arc-Twin, you will need one set of Arc-Twin inserts for each tube or pipe notching application.
101DS & 103DS Specs
27″ left to right x 8-1/2″ front to back. 7″ shut height, 3″ stroke. Min. 30 ~ 45 tons
300DS & 324DS Specs
30″ left to right x 11-1/2″ front to back. 9-1/2″ shut height, 6″ stroke. Min 45 ~ 60 tons
500DS Specs – TBD based on application.






| Weight | N/A |
|---|---|
| Dimensions | N/A |
| Product Type | Die-Set |
| Max. Pipe Capacity | 2.5", 2", 2" X 4" Rectangular, N/A |
| Max. Tube Capacity | 2-3/8", 2" X 4" Rectangular, 3", N/A |
| Max. Wall Capacity | .154", .203", 2" X 4" Rectangular, N/A |
The Vogel Arc-Twin notches in one stroke. Both walls of one end of a pipe or tube in the same stroke of your press, so notch alignment is guaranteed. With Vogel’s Arc-Twin notching method, there is no deformation and minimal burr, so in seconds, your pipe or tube is notched and ready for welding.
How it works: The tube is inserted into the opening in the front of the unit this will side it over the cutting punch and inside an exterior cutting die. An end-stop ensures that every notch will be the same depth. When you cycle your press, the cams within the unit cycle the punch left, right, then back to center. Because the OD of the tube is inside the outer die, the notch is performed with no deformation to the tube. Unlike grinding which leaves debris inside the tube, the notched slugs will eject out the bottom of the tool.
The Arc-Twin Tandem operates exactly like the Arc-Twin but uses an extra set of die inserts. This cuts notching time in half and double the output! In other words, you can notch one end of two pipes or tubes in one stroke. In addition to selecting the Arc-Twin die set suitable for your need, you will need Arc-Twin inserts for each tube or pipe notching application.
Because the Arc-Twin punch has two cutting edges, it will last twice as long between maintenance intervals as our Arc-Fit tooling.
With our optional locator, you can guarantee orientation when both ends of a part require notching.
The most common Arc-Twin application is notching a tube or pipe to fit another tube or pipe of the same size for a 90 degree joint. However we can also custom make tools for special applications.
Examples of custom notches include:
The Vogel Arc-Twin notches in one stroke, choose your Arc-Twin die set below. In addition to the Arc-Twin, you will need one set of Arc-Twin inserts for each tube or pipe notching application.
101DS & 103DS Specs
27″ left to right x 8-1/2″ front to back. 7″ shut height, 3″ stroke. Min. 30 ~ 45 tons
300DS & 324DS Specs
30″ left to right x 11-1/2″ front to back. 9-1/2″ shut height, 6″ stroke. Min 45 ~ 60 tons
500DS Specs – TBD based on application.
You can notch MANY different sizes with ONE Arc-Twin die set type tool or self-contained machine, up to the maximum OD and wall thickness shown. Changeover time to swap a set of Arc-Twin inserts is typically 15 minutes or so. Our die set tools are designed so you can perform this changeover without removing the die set from your press (follow all appropriate safety & lockout procedures before performing changeover).
If you have two frequent notching applications, we offer an Arc-Twin Tandem Die Set or Self-Contained machine that accepts TWO sets of tooling, allowing you to install two different sets of tooling.
Yes! You can select the left or right hand set of tooling, or if desired use both sets simultaneously. We have customers who have identical tooling installed into Tandem Units and by using both sides with each press stroke, double their productivity.
We can custom make tooling we call “sectional inserts”. We create a two piece punch, that is asymmetrical, once side creates a notch and the other a notch + drainhole. Although a more expensive design, this will create the drainhole only on one wall, yet do it all in one press stroke!
Our Arc-Fit tooling notches one tube wall at a time. To complete one tube end requires a total of two cuts. With our Arc-Twin tooling, the punch and die have two cutting edges (at “3:00” and “9:00”). As the punch moves sideways, it cuts each wall of the tube within the same stroke. Each cutting edge of the punch has only cut once. In other words, 10,000 tube ends cut with an Arc-Fit tool will expose the one face of the punch & die to 20,000 cuts. The same quantity of tubes cut with our Arc-Twin will only expose each side of the punch & die to 10,000 cuts. So you’ll be sharpening the tooling half as frequently with our Arc-Twin tooling and you’ll be completing your notched tube ends twice as fast!
Although we include sharpening instructions in the manual that comes with your Arc-Twin equipment, most customers prefer to send their tooling to Vogel for sharpening. Note that both the Punch and Die are cutting edges, like the two halves of scissors. Please see our page on sharpening for instructions on returning your tools to Vogel for sharpening.
We assign an Assembly number that is marked into the Punch, Bushing and Die of your Arc-Twin tooling. This number begins with the letter “T” and is followed by three or four digits. All three parts have the same number (Note if your assembly was custom made, we may use a stock bushing and mark the unique assembly number only on the Punch & Die). Because all three parts have the same number, it is easy to make sure you are using the correct parts together. When ordering replacements, be sure to specify whether you wish a new Assembly (three pieces) or wish to order individual parts only (just a punch, for example). If you have several Vogel tools and are not sure of what sizes they are for, you can contact us with the markings on your tool.
No. The Arc-Twin die set units and machines take the same tooling, as long as you are purchasing equipment with the same maximum capacity. I.E. our 101DS unit and 101HPP machine take the same tooling.



Reviews
There are no reviews yet.