





Additional information
| Weight | N/A |
|---|---|
| Max Capacity | 1-1/2", 1-1/8", 2-1/8", 2-3/16", 3-7/16" |
| Wall Max. Capacity | .125", .145", .187", .250" |
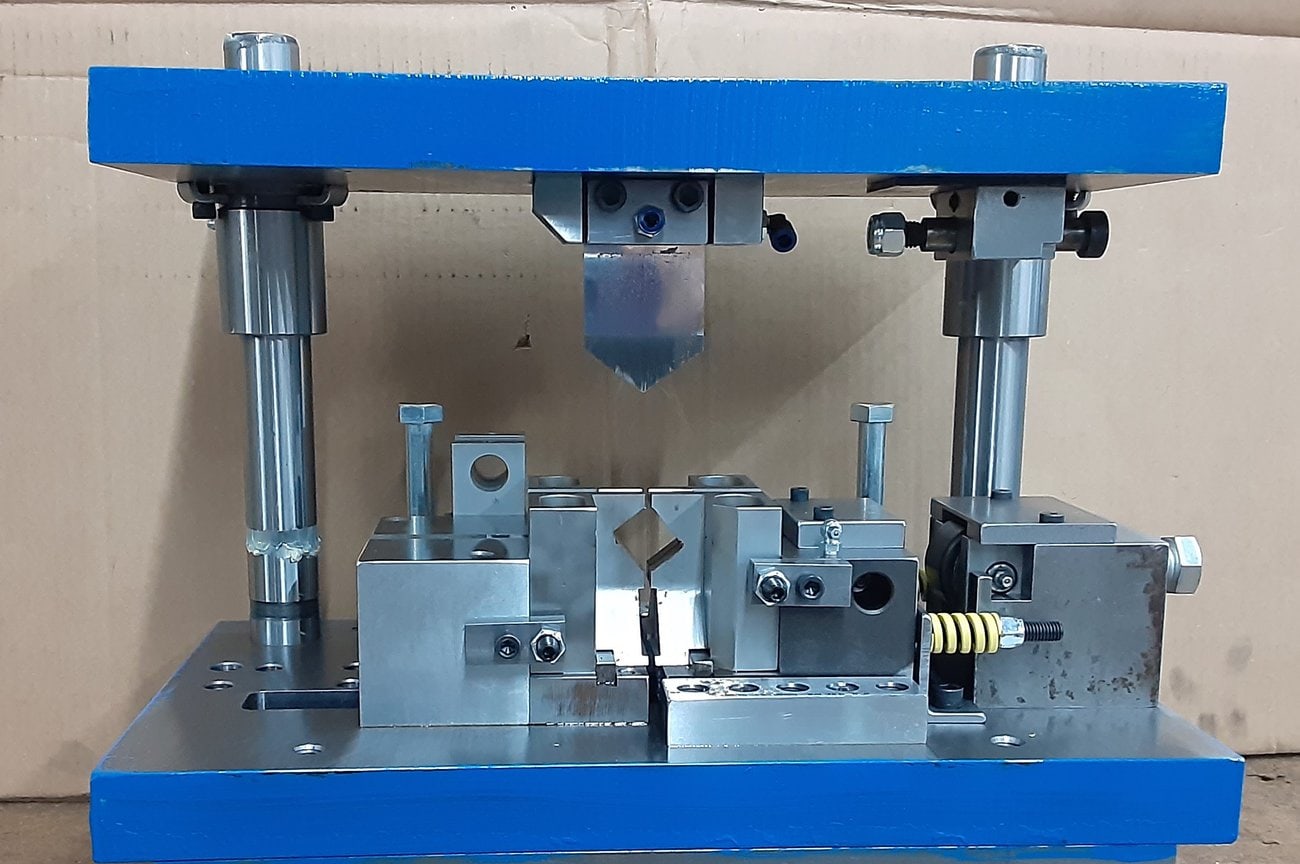
Cut square and rectangular tubing without deformation. Depend on Vogel for cut off equipment that will help you increase efficiency while reducing part handling and cost. Our single blade cut off dies are available for up to 3-7/16″ square or rectangle. Our cut off dies cut metal tubing with no OD deformation and minimal burr (10% or less of tube’s wall thickness). Best results achieved with mild steel tubing aluminum, half hard or full hard brass & copper.
Each cut off die will handle a wide range of tube sizes, up to the maximum capacity shown. To change the size of the tube to be cut, simply change the die inserts that clamp the tube. The insert changeover may be performed with the cut off die in the press, to reduce downtime. Die inserts are sharpenable. Vertical blades are low-cost, easily sharpenable and replaceable. Die inserts and blades are sold separately.
Note that slugs eject out the bottom of the die set. The cams that provide clamping and move the horizontal blade will extend below the lower die shoe. This means clearance must be provided, or parallels added. The die posts extend about the upper die shoe. Parallels may be needed, depending on the width of the press’ ram.
Note: For 3LHP / 4LHP / 6LHP, please request a quote.
Cut square and rectangular tubing without deformation. Depend on Vogel for cut off equipment that will help you increase efficiency while reducing part handling and cost. Our single blade cut off dies are available for up to 3-7/16″ square or rectangle. Our cut off dies cut metal tubing with no OD deformation and minimal burr (10% or less of tube’s wall thickness). Best results achieved with mild steel tubing aluminum, half hard or full hard brass & copper.
Each cut off die will handle a wide range of tube sizes, up to the maximum capacity shown. To change the size of the tube to be cut, simply change the die inserts that clamp the tube. The insert changeover may be performed with the cut off die in the press, to reduce downtime. Die inserts are sharpenable. Vertical blades are low-cost, easily sharpenable and replaceable. Die inserts and blades are sold separately.
Note that slugs eject out the bottom of the die set. The cams that provide clamping and move the horizontal blade will extend below the lower die shoe. This means clearance must be provided, or parallels added. The die posts extend about the upper die shoe. Parallels may be needed, depending on the width of the press’ ram.
Note: For 3LHP / 4LHP / 6LHP, please request a quote.
| Weight | N/A |
|---|---|
| Max Capacity | 1-1/2", 1-1/8", 2-1/8", 2-3/16", 3-7/16" |
| Wall Max. Capacity | .125", .145", .187", .250" |
Cut square and rectangular tubing without deformation. Depend on Vogel for cut off equipment that will help you increase efficiency while reducing part handling and cost. Our single blade cut off dies are available for up to 3-7/16″ square or rectangle. Our cut off dies cut metal tubing with no OD deformation and minimal burr (10% or less of tube’s wall thickness). Best results achieved with mild steel tubing aluminum, half hard or full hard brass & copper.
Each cut off die will handle a wide range of tube sizes, up to the maximum capacity shown. To change the size of the tube to be cut, simply change the die inserts that clamp the tube. The insert changeover may be performed with the cut off die in the press, to reduce downtime. Die inserts are sharpenable. Vertical blades are low-cost, easily sharpenable and replaceable. Die inserts and blades are sold separately.
Note that slugs eject out the bottom of the die set. The cams that provide clamping and move the horizontal blade will extend below the lower die shoe. This means clearance must be provided, or parallels added. The die posts extend about the upper die shoe. Parallels may be needed, depending on the width of the press’ ram.
Note: For 3LHP / 4LHP / 6LHP, please request a quote.
No. Because a feed system must be integrated with your press, it is difficult for us to offer equipment that will be suitable for the wide variety of presses our customers may install our die in. We DO offer full automation for our cut off machines.
Yes! You may with to contact a feed manufacturer or integrator that specializes in automation and can visit your facility to tailor a system to your needs. Please note that when running different tube sizes, the centerline of the tubes will change in relation to the lower die shoe. What is consistent is the top tangent of the the tube as measured from the top surface of the lower die shoe. This means that any feed system or even a simple manual conveyor to support your tubes must be capable of minor height adjustments. Note that when cutting square or rectangular tubing, they are cut in a “corner over corner” orientation.
In some cases yes! Although our dies are design for square (perpendicular to centerline of tube) cut off, we can often customize our dies for angled cut off. This is done by cutting the die inserts to allow the tubes to be fed through on an angle. This may mean a larger capacity die that accepts larger die inserts. Note that our square tubes are cut on corner over corner orientation, so if also fed on an angle, the resulting cut may not be what is desired. For angled cut off applications for square tubing where this result is not desired, you may wish to simply cut the tubes square then use our Miter-Snug tooling to create the angle in a separate operation.
Please note the Insert Length listed under each die’s specs. This is also the minimum part length to be cut, so that the tube can contact the micro-switch assembly. If you wish to cut shorter parts, the die inserts can be incut (rear clearance) for an additional charge, to accommodate shorter parts. Even with in cutting, we recommend 1/2″ as a minimum part length.
Yes! Most typically, you’ll want to keep your micro-switch adjusted to your finished part length. To do a trim cut, simply slide your raw tube stock into the die inserts just past the blades. You’ll need to manually cycle your press if the trim cut is too short to contact the micro-switch. One the press cycles, simply keep feeding the material which will eject the trim cut.
Our die is designed to have raw tube lengths fed through the die from front to rear. Some customers install our dies rotated 90°, based on their press, so material can be fed left-to-right, for presses that do not offer rear clearance.
As the tube is pushed through the die, it will pass through the die inserts, till it contacts the (included) micro-switch stop assembly. This micro-switch will signal your press to cycle. Once the cut is complete, the micro-switch stop moves out of the way, so the next push of the raw tube length ejects the cut tube out of the rear of the die until the balance of the raw tubing contacts the micro-switch and the cycle is repeated. You can simply put a collection basket at the rear of your press or add a ramp to direct the cut tubes.
The slugs are ejected out the bottom of the die set. This means that you will need openings in your bolster plate. Some other benefits of this design:
Yes, when planning on where you will install your Vogel Cut-Off die, please keep in mind:
Closed cam design requires a specific stroke. If your press does not have adjustable stroke controls and cannot accommodate the required stroke, we may be able to offer you a die with custom length cams. Please consult factory to discuss.
In the closed position, the die posts extend above the upper die shoe and the cams extend below the lower die shoe. In addition, clearance is required below the lower shoe for slug ejection.
If you are cutting long tubes, you may wish to add a support system in front of your press to support the raw tube length. If your cut parts are long, a rear support is recommended.
Our micro-switch stop assembly ships in a 24″ length, (fully adjustable for shorter part lengths). If you wish to cut longer parts, this assembly is easily extended, but requires support to keep it square and level.
No, our dies are not designed for inline, flying applications (where the cut off die moves along with a moving tube, as it is produced on a tube mill. Our dies are designed for stationary recutting of tubes. Note that “stationary” only means that the tube is stationary during the time it is cut (one cycle of a press). The tube does move in between cuts, as it is advanced through the die. The movement is normally manually powered with our cut off dies, (an operator pushes the tube through the die), but can be automated as part of our cut off machines.
Am I limited to cutting round tubes?
Our cut off dies are extremely versatile. They can cut square, rectangular, oval and many other types of tubing. We have successfully cut fluted tubing, tri-lobular (triangular) and other custom shapes. Please contact us with details of your specialized cutting applications.
Note, when cutting squares or rectangular tubing, only one (vertical blade) is used. If you only need to cut square or rectangular tubing we make cut off dies (LHP / LHC series) that are lower-priced and do not include the 2nd (horizontal) blade mechanism. The LHP dies can be upgraded in the future, with this horizontal blade mechanism to accommodate round tubing.
What materials can I cut?
Although mild steel is the most common, you can cut stainless, half-hard brass or copper, aluminum and more. To avoid cross-contamination you may with to maintain separate blades and die inserts for different materials and / or consider using a coating (TiN for example) on these components.
What cut quality can I expect?
Our dies are design to cut with no deformation and burr of no more than 7% – 10% of the tube’s wall thickness. Note that there will be ID burr at the top of the tube, OD burr at the bottom of the tube, where the blade exits the tube and ejects the cut slug.
Can I get samples of cut tubing?
Yes. We have a limited number of samples from tubes cut in our dies. If your tube is a common OD and we have die inserts in stock, (up to 2″ OD), we can make sample cuts in your material. We charge a $100.00 set-up fee which is fully credited toward the purchase of the die.


Reviews
There are no reviews yet.